Technical Windshield Facts You Should Know
Understanding What Windshields Are Made of and The PVB Layer
Laminated glass is layers of toughened glass and plastic. When laminated glass is broken it is held in place by an inter-layer typically made of polyvinyl butyral (PVB), in between its two (or more) layers of glass, which crumble into small pieces. The inter-layer keeps the layers of glass bonded even when broken, and its toughening prevents the glass from breaking up into large sharp pieces.
Laminated glass is normally used when there is a possibility of human impact or where the glass could fall if shattered. Automobile windshields use laminated glass. In geographical areas requiring hurricane resistant construction, laminated glass is often used in exterior storefronts, curtain walls and windows.
The PVB inter-layer also gives the glass a much higher sound insulation rating, due to the damping effect, and also blocks 99% of incoming UV radiation.
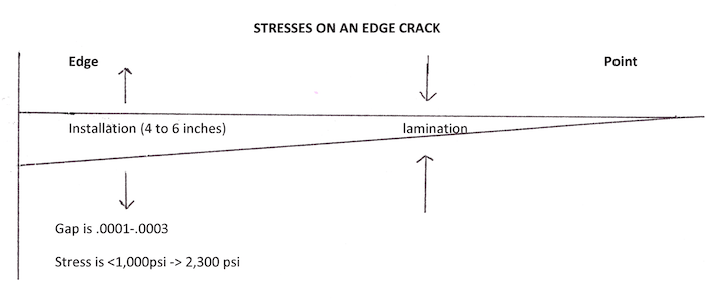
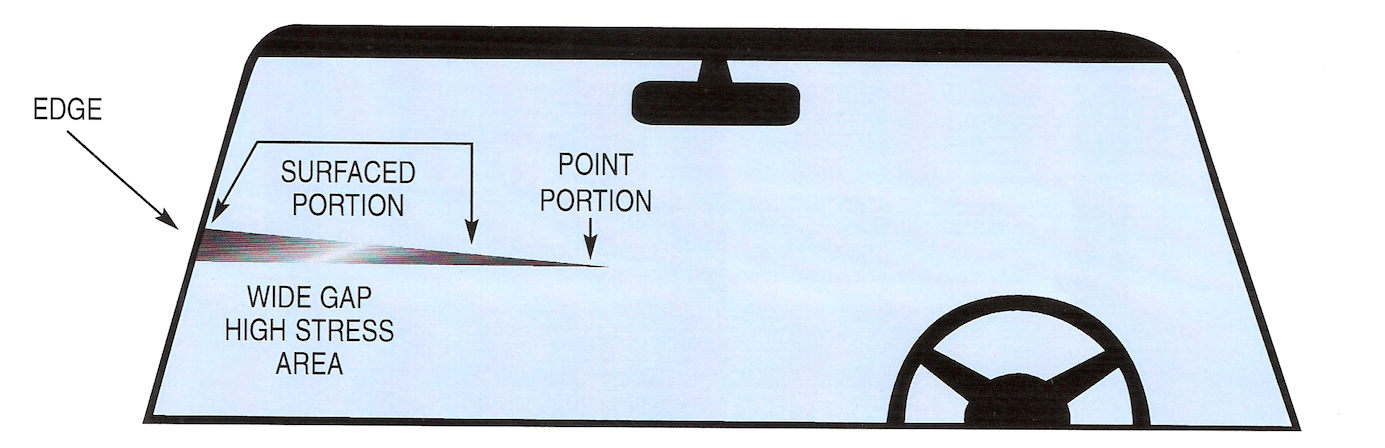
Focused View Of Windshield Layering, Stresses On An Edge Crack
Understanding Windshield Tempering For Professional Windshield Repair
Toughened glass is processed by controlled thermal treatments to increase its strength compared with normal glass. Tempering, by design, creates balanced internal stresses which causes the glass sheet, when broken, to crumble into small granular chunks of similar size and shape instead of splintering into random, jagged shards. The granular chunks are less likely to cause injury. As a result of its safety and strength, tempered glass is used in a variety of demanding applications, including passenger vehicle windows.
When glass is under load or tension it will bend and accommodate stress to a certain level and then suddenly fail once its threshold is met. This threshold for a windshield lite is approximately 9,400 psi. The failure can be sudden and spectacular. Once a crack starts there is little within its structure to stop it from propagating except with a windshield under normal intended use. The 3,000 psi pvb bond to the glass stops edge cracks and stone-breaks from cracking out further which makes repair possible. The inner structure is not mobile glass and does not suffer from dynamic fatigue. Once stress is removed the glass returns unchanged by the experience. A plate of glass in a window exposed to wind over years does not fail because it is constantly being stressed by the wind.
There are processes that increase the strength of glass. Toughening glass takes the glass to a temperature where it becomes flexible again and then it is chilled evenly and rapidly. The outer surface is chilled quicker than the inner glass. Because the core is trying to contract and the outer surfaces are already chilled the outer surface is being compressed while the core is under tension. The compression at the surface is pulling the glass together so any flaws are being closed rather than being free to open. The surface compression is the strength of the glass. It is only when the compressive strength is overcome that the glass will fail. The energy stored in the glass is released and the glass breaks in the characteristic form of toughened glass. The normal compression depth of windshield glass is 21% of the thickness on both surfaces with 58% tension stress in the center.
Understanding a Windshield Sheet of Float Glass Tension and Compression Stresses.
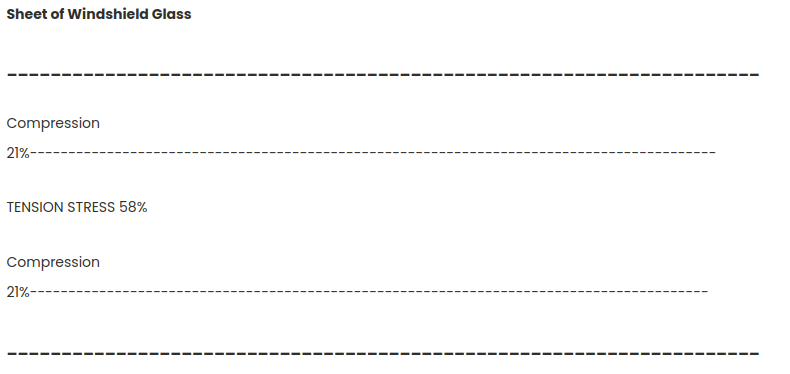
When a stone impact penetrates the surface compressive depth, entering into the center tension stress area in the middle of the glass it makes a stone-break. When it does not penetrate the 21% depth it makes a surface pit. The thinner the glass the thinner the 21% compressive depth.
The inner and outer windshield layers are float glass, which is a sheet of glass made by floating molten glass on a bed of molten metal, typically tin. This method gives the sheet uniform thickness and very flat surfaces. Modern windshields are made from float glass. Most float glass is soda-lime glass. The float glass process is also known as the Pilkington process, named after the British glass manufacturer Pilkington, which pioneered the technique (invented by Sir Alastair Pilkington) in the 1950s. The lower side of glass in the float process, i. e. the side that is in contact with the pool of molten tin is called the tin-side; the upper side of glass is called the air-side.
PVB is the most commonly used interlayer material for laminated glass. Polyvinyl butyral is a viscoelastic resin that is made from vinyl acetate monomer as the main raw material. It provides strong binding, optical clarity, adhesion to many surfaces, toughness and flexibility.
Understanding The Frit, Enameled Glass
The Frit - Enameled glass - ceramic pigments or frits are rolled, poured or screen printed over one side of glass and are baked onto the glass during heat treatment for a permanent bond. Enameling reduces the bending strengthen of the glass by about 40%. This would be the innerlite frit area which is also where the windshield is bonded to the pinchweld. This cosmetic addition lowers penetration resistance, roof crush and airbag support.
Glass will break when subjected to tension stress. The normal strength of float processed annealed windshield glass is approximately 9,400 psi. However a stone-break or crack can reduce the strength to as little as 800-1500 psi. That means a loss of about 8,000 psi of support for the airbag, roof crush in a rollover or debris from the road impact penetrating the windshield. Restoring this strength is the main reason you repair a windshield. Preventing the damage from spreading is a byproduct of restoring the strength.
How Extreme Cold Affects The Glass and Your Repair.
Extreme cold temperatures cause everything to contract. When glass is exposed to extreme cold, there won’t be a problem if the glass is undamaged. Even though the glass will contract at a different rate than the adhesive that holds the windshield in place there is enough flexibility to allow the windshield to maintain its integrity. There is more stress on the glass, but its structure is able to withstand the pressure. Windshields get more concave when it’s cold outside – and even a little bit of added curvature will cause cracks and chips to spread in a horizontal pattern.
If the windshield is chipped or cracked, the extra pressure on the glass can cause the windshield to crack or even shatter, though it is more common for cracks to form than for the windshield to shatter. The crack will typically form from the point of weakness (chip or stone-break).
The glass contracting from cold can also cause the glass to pull away from the cured resin in a repair. If a break has been under-filled or resin has shrunk during curing the bond to the glass can separate.
Temperature expands and contracts the glass molecules and subsequently the windshield. If the inside of a vehicle is 65 degrees but the outside is 20 degrees, the inside lite will expand while the outside lite will contract. This will cause any flaw, such as a small chip, stone-break or an improper repair to crack-out.
Hot glass is less dense than cold glass. Hot glass will chip and fracture easier than cold glass. The Frit area will be less dense and chip easier whenever the sun is out because the black color is heating up this area of the windshield. The frit also causes thermal stress by making the windshield hotter at the edge area than the middle area. Cold glass will shorten the life of a drill bit whereas hot glass lengthens the life of a drill bit.
The Edge Crack Area, Windshield Professional Crack Repair
The two-inch edge area of the entire perimeter of the windshield is a different animal than the middle area. The middle area has surface compression strength and depth, no applied surface stresses and a 3,000 psi PVB bond that prevents a stone-break from cracking out. The glass of the first 2-inches of the edge area around the perimeter of the windshield on both the inner and outerlites have multiple manufacturing, thermal and applied stresses.
The strength of glass is its surface compressive strength/depth.
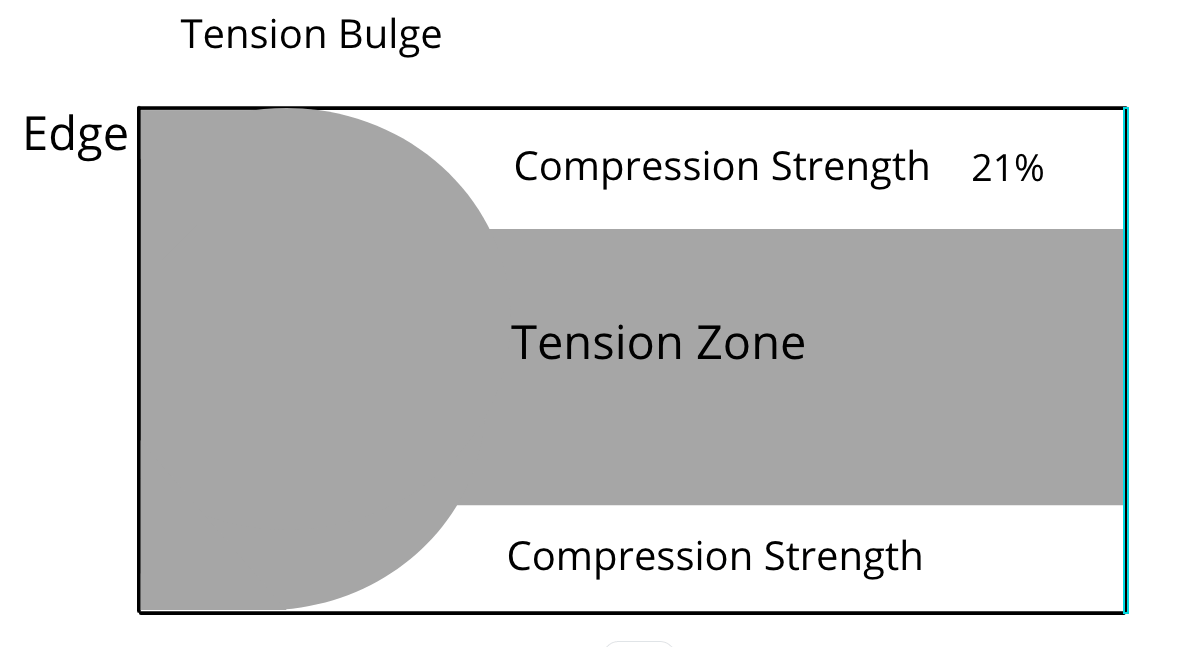
The approximate first two-inch edge area of the outer light is vulnerable to chips/fracture dues to low surface compression stress. Surface compression depth is less than 21% in this area. This in turn means that the tension stresses at the edge area are at or near the surface.
During the manufacturing bending and annealing (molding) process a flat cut sheet of glass goes onto the mold for the specific vehicle. It then goes into an oven or leir wherein the glass is heated to just over 1,000 degrees F. The glass goes soft and sags or gravity bends into the mold. After the bending it then goes to the cooling or annealing cycle. This is where the stresses of the glass go array. The varying and uneven cooling temperatures at the edge area after that windshield comes out of the bending furnace causes a decrease in the compressive stress and an increase of the tension stress. The middle and surface are cooling at an even rate but the hot iron mold near the edge under the glass is still generating heat causing temperature variances and uneven cooling at the edge area. With glass the last area to cool goes into tension; that would be this area where the mold is which results in a tension bulge, also referred to as the “weak spot”. This will cause this area to chip and fracture easier than the rest of the windshield. Minimal surface damage such as the common miniscule pin-head size surface pit in this area will form a long edge crack from the applied surface stress coming from the gluing of the windshield to the vehicle, called installation stress or induced stress. The edge crack will continue until the PVB bond becomes greater than the installation stress, usually at 8-10 inches. The edge crack will remain at this length until thermal stress or another applied stress causes it to go further.
Stresses at the edge area that cause edge cracks:
(1). Residual Surface Stress – stress in the glass surface after it is manufactured. This weakness in the structure (glass) is caused by and during the molding process from uneven chilling (annealing).
(2). Surface Stress – total of residual stress and applied stress on the surface.
(3). Tension Bulge –starts at the mold contact and lowers the compression depth to zero or near zero.
(4). Thermal Stress – heat and varying temperatures caused by the black color of the frit.
(5). Installation Stress – applied stress which causes a surface pit, or chip in the edge area to crack-out.
There are two ways to eliminate this defect: one is to slow the annealing process down to increase the compressive depth which would significantly increase the manufacturing time and BTUs and subsequently the cost of each windshield. The other less costly and simpler alternative is to coat the edge area. Neither of these methods are used by vehicle or windshield manufacturers.
References: Guardian, Pilkington, Matthias Haldimann, Saint Gobain, Martina Eliášová, Wikipedia, Ultra Bond, Richard Campfield, Your Mechanic Jason Unrau.
$1495.00
Crack Master
Windshield Repair Kit

Repair Long Cracks and Chips/Stone-Breaks with five Wonder Bars. Easy system to learn and use -over 90% of users learn by video and manual. Repair long cracks that pays you over $100. Stronger than a new windshield .
$1195.00
Standard Crack Master
Crack and Chip Repair Kit

Repair Chips and Long Cracks with three Wonder Bars. Easy system to learn and use -over 90% of users learn by video and manual . Three Wonder Bars gives you seven tool options to repair cracks and chips back to 100% of new glass strength which no other brand can do.
$1095.00
Professional Windshield
Crack and Chip Repair Kit

Repair Chips and Long Cracks with One Simple Windshield Repair Tool consisting of two Wonder Bars that can Repairs Chips with 100 cps resin and spits apart into a Long Crack Slider and a Crack-Opener for long crack repairs.
Exploring The Dos and Don'ts of Opening a Windshield Repair Business Part 1...

Date: Sept 25, 2017
Author: Richard Ultra Bond
Category: Windshield Repair Business Opportunity
Opening a windshield repair service can be a very profitable endeavor -- that is, if you conduct business properly and prioritize customer satisfaction. But with 253 million cars on the road, the windshield repair industry is certainly a growing market. And we should know -- as the makers of some of the most in-demand windshield repair kits used today....
How Patent Trolls and Insurers Tried To Kill Windshield....

Date: Sept 17, 2017
Author: Richard Ultra Bond
Category: Ultra Bond Legal News
Large auto glass companies, glass manufacturers, and PVB manufacturers formed a committee through the National Glass Association in 1994 attempting to attack the safety of crack repair and to write a new standard to eliminate all professional and DIY windshield crack repair...

Date: Mar 21, 2017
Author: Richard Ultra Bond
Category: Ultra Bond Legal News
This action seeks damages and additional relief against Safelite under Section 43(a)(1)(B) of the Lanham Act, 15 U.S.C. § 1125(a)(1)(B), which prohibits, inter alia, any “false or misleading description of fact, or false or misleading representation of fact, which . . . in commercial advertising or promotion, misrepresents the nature characteristics, [or] qualities . . . of . . . goods, services, or commercial activities.”